
 Demande de devis GRATUIT
Demande de devis GRATUIT
Peinture sur container
La peinture sur un container ce n’est pas juste une couleur avec des codes alphanumériques dessus. Si un container est étanche et résistant, il le doit également à sa peinture qui assure une protection et garantit son intégrité physique face aux divers événements qu’il va rencontrer tout au long de son parcours, qu’il soit utilisé pour du transport ou pour d’autres projets.
Plusieurs couches protectrices
Un container c’est un outil qui est soumis constamment aux éléments extérieurs conséquence directe de son utilisation initiale qu’est le transport maritime. Il est appelé à subir toute la puissance corrosive de l’eau de mer en plus des diverses sollicitations mécaniques qu’engendrent les diverses manutentions sur sa carrosserie. Il suffit de voir les façades de maisons ou les véhicules qui restent près des fronts de mer pour bien constater que les embruns détériorent les peintures si on n’applique pas des produits adaptés.
Un container se peint en 3 étapes :
- Une 1ère couche à base de zinc est appliquée sur le container, cette couche va servir d'anti corrosif de base qui va protéger l’acier.
- Une fois le zinc appliqué, il est recouvert par une couche de peinture époxy. Celle-ci va créer de l’épaisseur et apporter, par son élasticité, l’étanchéité à l’air et à l’eau. Elle va littéralement renforcer l’action du zinc dans son rôle d’anti-corrosif.
- Dernière étape, une couche de peinture acrylique mono-composant ou polyuréthane est appliquée en finition afin d’apporter à l’ensemble une protection optimale contre les UV.
L’ensemble de ces étapes est appelé système peinture. On applique plusieurs couches car il n’existe pas, à ce jour, une peinture qui soit capable de remplir l’ensemble des fonctions nécessaires au maintien de l’intégrité de la surface du container. Toutes ces couches appliquées ont donc un but essentiel, protéger le container de la corrosion.
Une fois le conteneur terminé, un certificat est délivré selon la norme ISO 12944 qui la norme internationale en matière de protection anticorrosion de l’acier par la peinture. Les directives qu’elle met en place permettent aux professionnels d’utiliser le système de peinture adéquat.
Cette norme catégorise la corrosivité en plusieurs catégories :
|
Catégorie de corrosivité |
Classe de certification ACQPA |
Extérieur |
Intérieur |
|
C1 - Très faible |
Non visée |
Bâtiments chauffés à atmosphère propre : Bureaux, magasins, écoles, hôtels |
|
|
C2 - Faible |
Non visée |
Atmosphère avec un faible niveau de pollution Surtout zones rurales |
Bâtiments non chauffés où la condensation peut se produire : Entrepôts, salles de sports |
|
C3 - Moyenne |
C3 |
Atmosphères urbaines et industrielles Pollution modérée en SO² Zones côtières avec faible salinité |
Unités de production avec humidité élevée et air pollué : Usines agroalimentaires, blanchisseries, brasseries, laiteries |
|
C4 - Élevée |
C4 |
Zones industrielles et zones côtières avec salinité modérée |
Usines chimiques, piscines, chantiers navals côtiers |
|
C5 I - Très élevée (industrie) |
Non visé |
Zones industrielles avec une humidité élevée et une atmosphère agressive |
Bâtiments ou zones avec une condensation permanente et avec une pollution élevée |
|
C5 M - Très élevée (Marine) |
C5Ma |
Zones côtières et maritimes à salinité élevée Structures en haute mer (offshore) |
Bâtiments ou zones avec une condensation permanente et avec une pollution élevée |
|
Environnement mixte atmosphérique/immergée lm2 + C5M - Très élevée (marine) |
C5Mm |
Structures soumises à la catégorie de corrosivité C5M, avec parties soumises à l’effet combiné de l’atmosphère et de l’eau de mer, y compris en haute mer (offshore) :
|
|
|
Environnement immergée ou enterrée lm1 - Eau douce |
Inclus dans lm2 |
Installations de rivières, centrales hydroélectriques |
|
|
lm2 - Eau de mer ou saumâtre |
lm2 |
Zones portuaires avec des structures comme des écluses, portes, jetées, structures en haute mer (offshore) |
|
|
lm3 - Sol |
Non visée |
Réservoirs enterrés, piles en acier, tuyaux en acier |
|
Note : un système certifié dans une classe donnée l’est automatiquement dans une classe correspondante à une corrosivité moindre pour un même environnement.
Par exemple, un système de peinture C4 est adapté à la catégorie de corrosivité C3.

Qu’est-ce que la peinture à l’eau ou peinture en base aqueuse ?
Dans le cadre de la lutte contre la pollution que représentent les bases solvées des peintures, ont été développées dans l’industrie maritime, depuis 2016, de nouvelles peintures plus écologiques à base d’eau. Ces nouvelles peintures présentent les mêmes avantages que les peintures classiques mais nécessitent des temps de mise en œuvre plus longs. Mises en place officiellement en 2016 en Chine, ce type de peinture était déjà existant et testé dans les années 90 dans certains secteurs industriels. La décision a été prise par le Gouvernement chinois suite à la mise en exergue des dangers des solvants chimiques contenus dans les peintures, pour l’environnement mais aussi pour les ouvriers, d’interdire dans la construction de containers l’utilisation de peintures solvées. La très grande majorité des usines se sont converties à la peinture à l’eau en 2018 et aujourd’hui l’ensemble des containers produits a une finition peinture à base d’eau.

Surmonter les défauts du film de peinture : causes et remèdes
Pour garantir une efficacité optimale de la peinture, il convient que les couches soient toujours appliquées sur une surface nettoyée avec des outils ne présentant eux-mêmes aucun défaut et d’y apposer le produit adéquat.
Il arrive donc parfois que la peinture présente des défauts qui sont généralement dûs à :
- Un manque de propreté de la surface (microparticules).
- Un défaut de préparation de la surface.
- Une erreur d’application de la peinture elle-même (mauvaise peinture par rapport à la surface).
Beaucoup de défauts de revêtement sont liés à la surface et surtout à des problèmes de tension superficielle. Cette tension est la tendance élastique des liquides qui leur fait acquérir la plus petite surface possible. Pour que la peinture soit donc efficace, il faut que la tension de surface du matériau soit supérieure à celle du liquide appliqué (ici, nos couches de peintures).
Pour faire simple, il faut que le produit appliqué sur la matière soit adapté à sa surface sinon celui-ci ne s’appliquera pas correctement. Une peinture pour le bois ne présentera pas la même qualité si elle est appliquée sur du béton : il se crée un déséquilibre dans la tension de surface entre la peinture et la surface sur laquelle elle est appliquée.
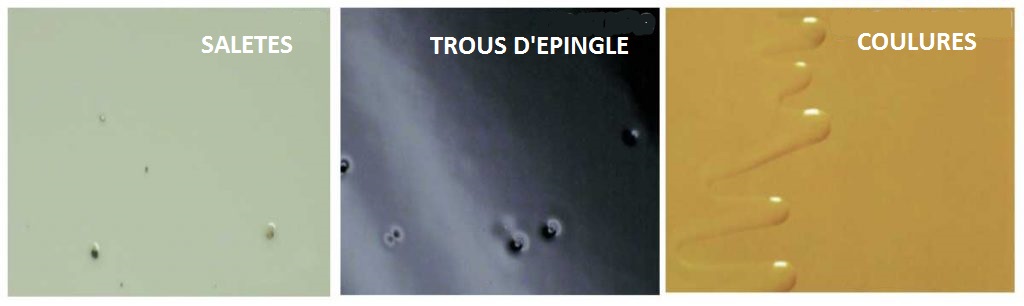
Un défaut de surface pourra générer des cratères, des bulles ou des coulures par exemple. En pareil cas, il existe des procédés correctifs, rien n’est réellement irréversible !
Nous avons repris ci-dessous une série de 4 tableaux qui permettant de bien visualiser les différentes tensions de surface ainsi que les solutions :
Tableau 1 : Tension superficielle des solvants de peinture
|
Solvant |
Tension superficielle Dynes / cm |
|
Eau |
72,8 |
|
Toluène |
28,4 |
|
Isopropanol |
23,0 |
|
n-butanol |
24,8 |
|
Acétone |
25,2 |
|
Méthyl propyl cétone |
26,6 |
|
Méthylamylcétone |
26,1 |
|
PM acétate |
28,5 |
Tableau 2 : Tension de surface liquide des polymères utilisés pour réduire les défauts de surface
|
Polymère |
mj / m 2 |
|
Poly (diméthylsiloxane) |
22,6 |
|
Acrylate de poly nButyle |
33,7 |
|
Méthacrylate de poly nButyle |
31,2 |
Les molécules hautement polaires (par exemple l'eau) ont une tension superficielle plus élevée que les matériaux moins polaires (voir les tableaux 1 et 2). Les défauts de surface peuvent souvent être réduits ou éliminés en utilisant de petites quantités d'additifs à faible tension superficielle tels que les polydiméthyl siloxanes (DMS), le poly butyl acrylate ou le poly 2-éthyl hexyl acrylate. Ces additifs ont tendance à migrer vers la surface pour favoriser l'écoulement et le nivellement.
Tableau 3 : Défauts pouvant survenir pendant ou peu de temps après l'application
|
Défaut |
Apparence |
Les causes |
Remède |
|
Rampant |
Épaisseur de film inégale, démouillage |
Peintures à haute tension superficielle appliquées sur un substrat avec une tension superficielle plus faible. Par exemple, peignez sur de l'acier avec de l'huile sur la surface |
|
|
Cratères / yeux de poisson |
Petites dépressions rondes à la surface du revêtement |
Petites particules d'un contaminant à faible tension superficielle (par exemple huile, graisse, huile de silicone, cire) sur le substrat ou qui s'encrassent dans le revêtement |
|
|
Craquelures, craquelures |
De petites fissures se sont formées dans le revêtement. Cela peut se produire lors du recouvrement ou si le revêtement est appliqué sur des plastiques sensibles aux solvants |
Application de revêtements sur des plastiques où la peinture contient un solvant puissant qui solvate la couche de revêtement sous-jacente ou le substrat en plastique |
|
|
Saleté, contamination |
Petites imperfections en relief à la surface du revêtement |
|
|
|
Perte de brillance |
Zones peu brillantes ou brumeuses blanches |
L'humidité se condense sur la peinture humide en raison de l'effet de refroidissement de l'évaporation du solvant lorsque la température du support est inférieure au point de rosée. Les causes:
|
|
|
Marbrure |
Aspect irrégulier des peintures métalliques |
|
|
|
Mauvaise dissimulation |
Couverture de peinture inégale |
|
|
|
Gouttes et affaissements |
Gouttes et affaissements |
|
|
|
Zones manquantes ou très faibles en peinture |
Couverture de peinture incomplète |
|
|
|
Rayures, bandes |
Bandes d'apparence de peinture inégale (par exemple, couleur différente) |
Application de peinture inégale |
|
|
Traces, rugosités |
Mise en évidence de la surface du substrat revêtu à travers le revêtement. Des défauts tels que des empreintes digitales, des rayures de sable et des taches d'eau sur le substrat deviennent visibles sur la surface du revêtement |
Revêtement à haute tension superficielle appliqué à un substrat avec une tension superficielle inférieure. Par exemple, des empreintes digitales ou de l'huile de silicone sur une surface de substrat. |
|
|
Rides, lifting, ecaillement |
Lors de l'application d'une surcouche, le film de peinture existant se rétrécit, se plisse ou gonfle; peut également se produire pendant le séchage. |
Les solvants de la nouvelle peinture gonflent la finition de peinture sous-jacente. |
|
Tableau 4 : Défauts plus apparents après durcissement
Défaut | Apparence | Les causes | Remède |
Prise d'air | Similaire à l'éclatement ou aux bulles de solvant | La pompe à peinture aspire de l'air lorsque le niveau de peinture est bas. Dans les uréthanes à deux composants, l'humidité présente réagit avec l'isocyanate pour provoquer la génération de CO 2 . |
|
Motif hexagonal à la surface d'un film de peinture durci. | Motif de convection dû à la ségrégation des pigments résultant des différentiels de tension superficielle | Ajuster la formulation pour surmonter les inondations et la tension superficielle différentielle à la surface | |
Cloques | Bulles près de la surface d'un film pendant le séchage au four qui ne traversent pas la surface. | La viscosité de la surface du film augmente à un niveau élevé, piégeant le solvant volatil à un niveau inférieur. |
|
épluchure d'orange | Surface rugueuse qui ressemble au profil de surface d'une orange | Peinture appliquée à haute viscosité ou dans des conditions nuisibles au bon écoulement et au nivellement. |
|
Solvant pop | Bulles cassées à la surface d'un film qui ne s'écoulent pas pendant le séchage au four | La viscosité de la surface du film augmente à un niveau élevé, piégeant le solvant volatil à un niveau inférieur. Les bulles cassent la surface lorsque le solvant se volatilise. |
|
Toutes nos prestations peintures peuvent être agréées par les organismes AQPA et OGHPI.
Notre équipe reste à votre écoute pour toute autre question liée à nos prestations, n’hésitez pas à nous contacter pour nous faire part de vos besoins.
Sources :

